





 扫一扫
扫一扫


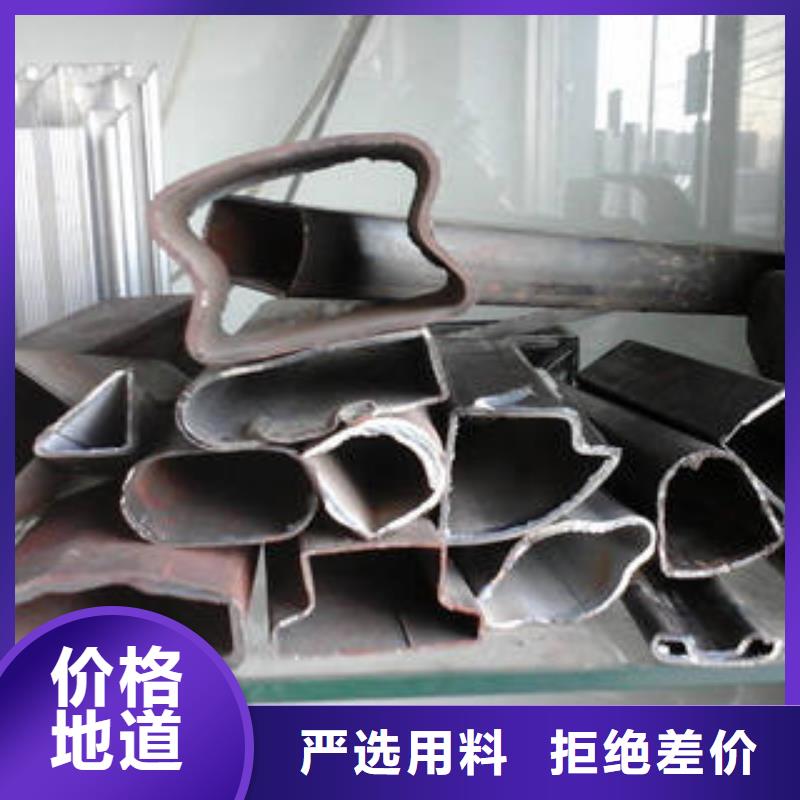
避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件


热处理残余力是指管材经热处理后最终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和消除。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。


浩融金属制品厂有限公司科技先进、文明高效、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的 西宁圆钢产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。



异型管冷弯成型的工艺要点
(一)量元素
为了提高异型管焊接的抗冷裂性能和低温韧性,降低含碳量是很有效的措施。但是,降低含碳量又会影响钢材的强度。为了弥补这一缺陷,在钢材冶炼过程中,可通过加入多种量元素,特别是B等能对材料淬透性有强烈影响的元素,来提高材料的淬透性。这样处理的调质钢,不仅具有足够高的强度,而且具有良好的塑性和韧性。所以为了达到相同的强度,高强钢所需的合金元素含量比正火钢低,热影响区淬硬倾向小,冷裂纹敏感性低。S、P和杂质对加工性能有一定的影响,其中非金属夹杂物在轧制时会沿轧制方向形成纤维状组织,在辊式冷弯成型时易产生边角部裂纹。
(二)冷弯缺陷
异型管冷弯成型过程是一个十分复杂的过程,如果设计不合理,在调试过程中会出现边部波浪,袋形波,纵向弯曲,角部皱褶,裂纹及扭曲等变形缺陷,这些问题往往在调试生产过程中才能发现,而一旦发现这些问题必须很好地解决,否则变形缺陷的存在会进一步破坏异型管钢板的冷弯成型工艺性。


异型管使用氧气顶吹转炉的优势
氧气顶吹转炉炼钢与其它异型管炼钢方法相比,具有一定的优越性。其优势主要表现在以下:
(一)成本低
建氧气顶吹转炉所需的基本建设的单位投资,比同规模的平炉节约30%左右。另外投产后的管理费用,转炉比平炉要节省,而且随着转炉煤气回收技术的广泛推广和应用,利用转炉余热锅炉产生蒸气及转炉煤气发电,使转炉逐步走向负能炼钢。
(二)质量好
氧气顶吹转炉所冶炼的异型管钢种不但包括全部平炉钢,而且还包括相当大的一部分电弧炉钢。其质量与平炉钢基本相同甚至更优,氧气顶吹转炉钢的深冲性能和延展性好,适宜轧制板、管、丝、带等钢材。



技术支持:cnwbgg.com