简约设计,不简单内涵。观看我们的<浦东新>(当地)【激光切割机】2000w激光切割机专注产品质量与服务产品视频,用最少的话语传达最真实的产品价值。
以下是:<浦东新>(当地)【激光切割机】2000w激光切割机专注产品质量与服务的图文介绍
【激光切割机】2000w激光切割机专注产品质量与服务")
华宇诚数控科技有限公司致力于 浦东新光纤激光切割机排名、的研制、开发和推广工作,主要的产品有: 浦东新光纤激光切割机排名、等。 本公司 浦东新光纤激光切割机排名、产品在实际使用种经受了各种条件的考验,取得了满意的效果,赢得了客户的一致好评。 公司坚持“质量是生命、顾客是上帝、推陈出新、精益求精”的经营宗旨,严格按照 浦东新光纤激光切割机排名、行业标准或相关标准组织生产,质量监督检测手段先进,顺利通过ISO9001质量体系认证,我公司根据工程需要,提供设计,施工指导,售前、售中、售后服务。华宇诚数控科技有限公司期待着与您的真诚合作,欢迎广大有识之士光临指导。
【激光切割机】2000w激光切割机专注产品质量与服务")
【激光切割机】2000w激光切割机专注产品质量与服务")
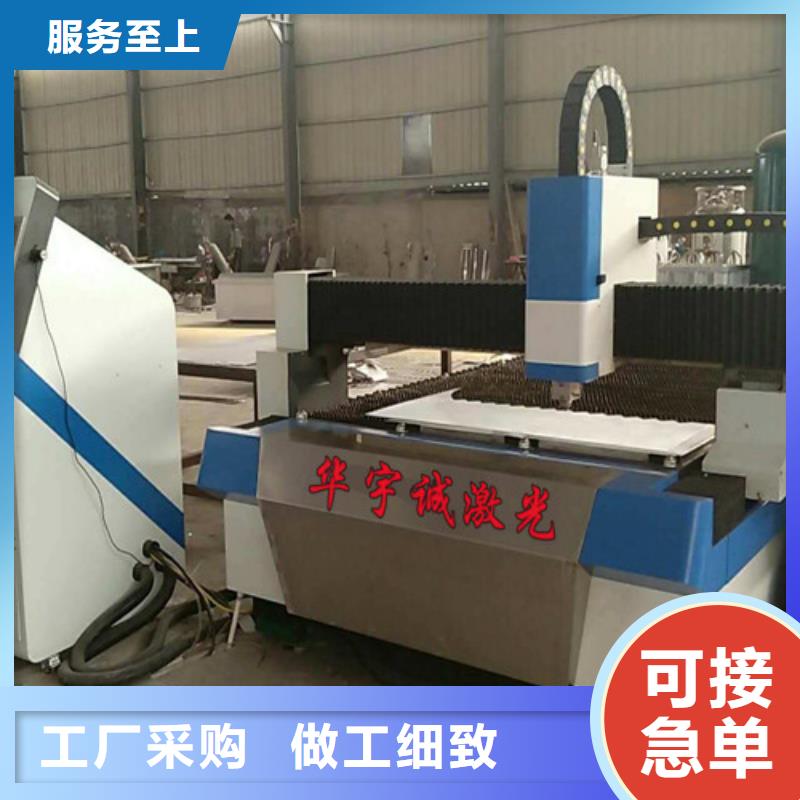
激光切割机是利用激光聚焦产生的高功率密度的能实现的。在计算机的控制下,激光通过脉冲放电,输出受控的重复高频脉冲激光,形成具有一定频率和脉冲宽度的光束。脉冲激光束通过光路传输和反射,并通过聚焦透镜组聚焦在物体表面,形成精细的高能密度光斑。焦斑位于待加工表面附近,被加工材料瞬间高温熔化或气化。每一个高能激光脉冲都会在瞬间在物体表面溅射出一个小洞。在计算机的控制下,激光切割机加工头和被加工材料根据预先绘制的图形进行连续的相对运动和打点,从而将物体加工成所需的形状。首先,激光切割机的能以光的形式集中成高密度光束,传输到工作表面,产生足够的热量熔化材料。此外,与光束同轴的高压气体直接去除熔融金属,从而达到切割的目的。这说明激光切割和机床加工有本质区别。其次,从激光切割机发射的激光束通过光路系统聚焦成高功率密度的激光切割机光束。激光热量被工件材料吸收,工件温度急剧上升。达到沸点后,材料开始汽化并形成孔洞。在高压气流的作用下,横梁与工件的相对位置发生移动,材料形成狭缝。工艺参数(切割速度、激光功率、气压等。)和切割时的运动轨迹由数控系统控制,切割位置的炉渣由一定压力的辅助气体吹走。切割速度,激光功率,气压。激光是一种光。像其他自然光一样,是由原质(分子或离子道等)的跃迁产生的。但与普通的束光不同的是,激光切割机的光在开始很短的时间内只依靠自发辐射,后续过程完全由受激辐射决定,所以激光颜色非常纯净,几乎没有发散的方向性,发光强度较高,相干性也很高。
【激光切割机】2000w激光切割机专注产品质量与服务")
【激光切割机】2000w激光切割机专注产品质量与服务")
【激光切割机】2000w激光切割机专注产品质量与服务")
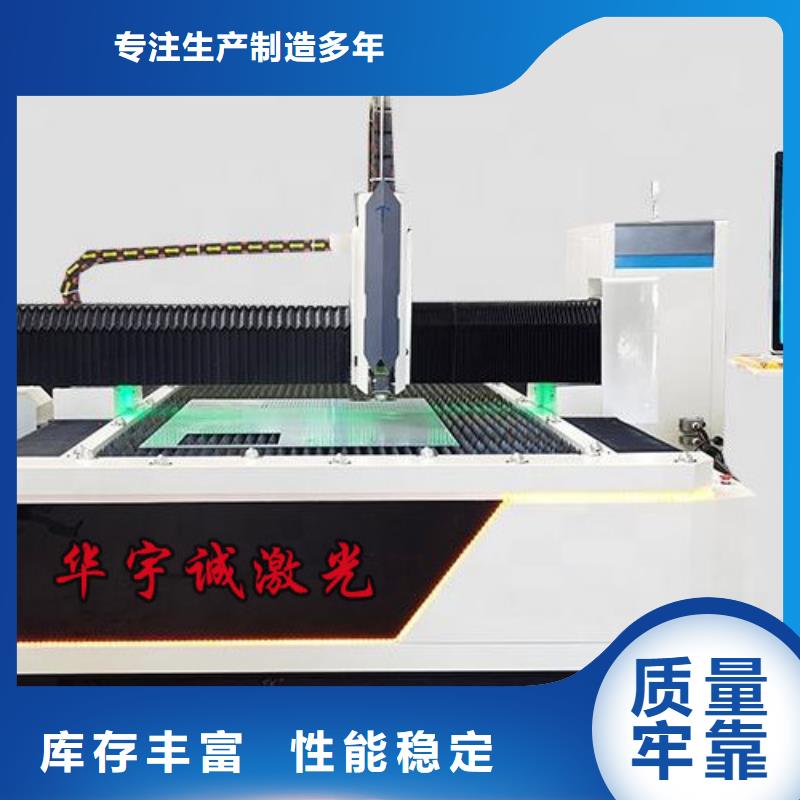
激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。
【激光切割机】2000w激光切割机专注产品质量与服务")
【激光切割机】2000w激光切割机专注产品质量与服务")




 扫一扫
扫一扫